
Введение
Вертикальные валковые мельницы (ВВМ) являются ключевым оборудованием в цементной промышленности для помола клинкера, сырья и угля. Их высокая энергоэффективность и производительность сделали их предпочтительным выбором на современных заводах. Однако, как и любое сложное оборудование, подверженное интенсивным механическим нагрузкам и абразивному износу, ВВМ требуют регулярного технического обслуживания и квалифицированного ремонта для обеспечения бесперебойной работы и максимального срока службы. Данная статья представляет собой профессиональное руководство по диагностике, планированию и выполнению ремонта вертикальной валковой мельницы для помола клинкера.
1. Основные компоненты ВВМ и типичные проблемы
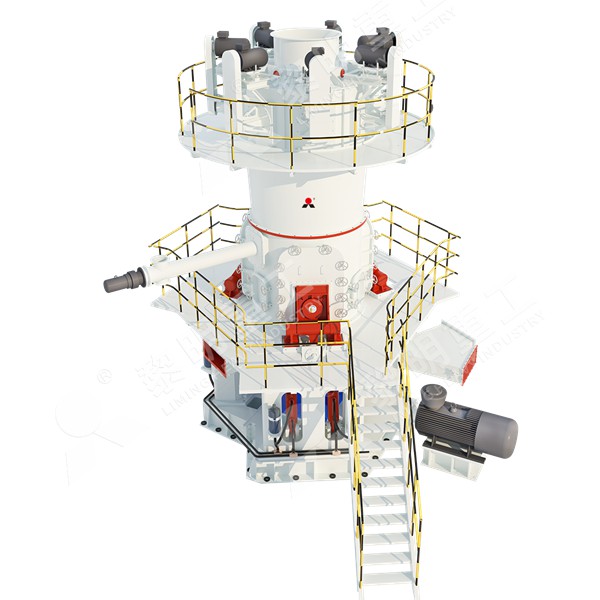
Понимание конструкции мельницы необходимо для эффективного ремонта. Основные компоненты включают:
- Помольный стол (стол): Вращающаяся часть, на которую материал подается для размола.
- Помольные валки (ролики): Давят на материал на столе. Обычно их 2, 3 или 4.
- Редуктор и приводной двигатель: Обеспечивают вращение стола.
- Сепаратор (классификатор): Отделяет мелкие частицы готового продукта от крупных, возвращая последние на додомол.
- Корпус мельницы и система уплотнений: Защищают внутренние части от пыли и обеспечивают безопасность.
- Гидравлическая система: Создает давление для прижима валков и позволяет их откидывать для обслуживания.
Типичные проблемы, требующие ремонта:
- Износ помольных валков и стола: Наиболее частая проблема. Проявляется в снижении производительности, увеличении вибрации и ухудшении качества помола.
- Повреждение или износ уплотнений: Приводит к утечке материала и пыли, загрязнению масла в подшипниковых узлах.
- Проблемы с подшипниками роликов или редуктора: Перегрев, повышенный шум, вибрация.
- Износ или поломка сепаратора: Лопатки, направляющие аппараты. Ведет к неэффективной классификации и повышенному циркулирующему грузу.
- Трещины или износ корпуса: Особенно в зонах высокого абразивного износа.
2. Подготовка к ремонту и меры безопасности
Перед началом любых ремонтных работ необходимо:
- Полная остановка и блокировка мельницы (Lockout/Tagout): Отключить главный привод, гидравлическую систему, систему смазки и все источники энергии. Установить физические замки и предупреждающие бирки.
- Охлаждение системы: Дать время для остывания горячих компонентов (стол, валки, корпус).
- Очистка и вентиляция: Удалить остатки материала из мельницы. Обеспечить принудительную вентиляцию для удаления пыли и газов.
- Разработка детального плана ремонта (PJP): Включить перечень работ, необходимые запчасти, инструменты, сроки и ответственных лиц.
- Инструктаж бригады: Все участники должны быть ознакомлены с планом и правилами безопасности при работе в замкнутых пространствах, с тяжелыми грузами и т.д.
3. Пошаговый процесс ремонта ключевых узлов
3.1. Ремонт или замена помольных валков и стола
Это наиболее капиталоемкий ремонт. Процедура включает:
- Откидывание валков: Используя гидравлическую систему, отвести валки от стола в сервисное положение и зафиксировать.
- Демонтаж изношенных бандажей валков: Часто требуется нагрев с помощью индукционных нагревателей для снятия посадки с натягом.
- Демонтаж стола: Отсоединение от редуктора, подъем с помощью домкратов и кранов.
- Восстановление поверхности: Возможны два пути:
- Наплавка: Автоматическая наплавка изношенного профиля стола и валков твердым сплавом непосредственно на месте или в мастерской. Требует специального оборудования и квалификации.
- Замена бандажей: Установка новых закаленных бандажей на валки и нового сегментарного кольца на стол. Этот метод часто быстрее и обеспечивает стабильное качество поверхности.
Для восстановления изношенных поверхностей мы настоятельно рекомендуем использовать наше решение – комплект для наплавки VRM Hardface Pro. Этот комплект включает флюсовую проволоку с оптимальным составом для клинкера, автоматическое оборудование для наплавки и детальные технологические карты. Он позволяет восстановить геометрию с минимальными деформациями и значительно продлить межремонтный интервал по сравнению со стандартными методами.

3.2. Замена уплотнений и подшипников роликов
- После откидывания валка снять защитные кожухи.
- Демонтировать изношенные лабиринтные или пневматические уплотнения.
- При замене подшипников: снять стопорные кольца, нагреть ступицу для снятия внутреннего кольца подшипника.
- Тщательно очистить посадочные места, проверить их на предмет повреждений.
- Установить новые подшипники, используя метод нагрева (не ударами!).
- Смонтировать новые уплотнительные комплекты. Для критических узлов рекомендуем нашу систему уплотнений VRM SealMaster HD. Эти уплотнения из специального износостойкого полимера и стали рассчитаны на экстремальные условия помола клинкера и существенно снижают риск попадания пыли в масляную систему.
- Заполнить масляную полость предписанной смазкой.
3.3. Проверка и ремонт редуктора
Работы с редуктором должны проводиться специалистами. Включают:
- Визуальный осмотр шестерен и подшипников через смотровые люки.
- Анализ масла на наличие металлической стружки.
- Измерение зазоров и люфтов.
- При необходимости – демонтаж, дефектовка и замена компонентов производителем или сертифицированной мастерской.
3.4. Ремонт сепаратора
Проверить износ лопаток ротора и статора, направляющих. Заменить изношенные элементы. Отбалансировать ротор после замены.
4. Сборка, центровка и пуско-наладка
- Обратная сборка: Выполнить в последовательности, обратной разборке, соблюдая моменты затяжки крепежа.
- Центровка привода: После монтажа стола и соединения с редуктором необходимо выполнить точную лазерную центровку двигателя и редуктора. Неправильная центровка – основная причина вибраций и преждевременного выхода из строя редуктора.
- Проверка гидравлики: Убедиться в отсутствии утечек, проверить давление и работу цилиндров.
- Холодная прокрутка: Запустить мельницу без материала для проверки работы всех систем, отсутствия посторонних шумов и вибраций.
- Постепенная загрузка и ввод в эксплуатацию: Начать подачу материала с минимальной производительности, постепенно выходя на рабочий режим. Мониторить параметры: ток двигателя, вибрацию, температуру подшипников.
5. Рекомендации по продлению срока службы
- Регулярный мониторинг: Ежедневная проверка вибрации, температуры подшипников, анализа масла.
- Своевременная замена износостойких пластин в зонах загрузки и выгрузки.
- Оптимизация режимов помола: Избегать работы “на холостом ходу” (без слоя материала), что ведет к ударному износу валков и стола.
- Использование качественных оригинальных или рекомендованных запасных частей, таких как наши комплекты для наплавки и уплотнений, которые спроектированы для специфических условий работы с клинкером.
Заключение
Плановый и правильно организованный ремонт вертикальной валковой мельницы – это не просто устранение неисправностей, а инвестиция в ее долгосрочную, надежную и экономичную работу. Следование системному подходу: от тщательной диагностики и подготовки до качественного выполнения работ с использованием специализированных материалов и точной пуско-наладки – позволяет минимизировать простой, снизить стоимость жизненного цикла оборудования и обеспечить стабильное качество помола клинкера.
Часто задаваемые вопросы (FAQ)
1. Как часто требуется капитальный ремонт помольных валков и стола ВВМ?
Интервал зависит от абразивности клинкера, тонкости помола и типа износостойкого покрытия. В среднем, при помоле обычного портландклинкера, ремонт требуется после переработки 300-600 тысяч тонн. Регулярные замеры остаточной толщины бандажа позволяют точно спланировать ремонт.
2. Что выгоднее: наплавка или замена бандажей?
Наплавка обычно дешевле по стоимости материалов, но требует больше времени и специального оборудования. Замена бандажей быстрее, но дороже. Выбор зависит от степени износа, наличия оборудования и стоимости простоя. Часто применяют комбинированный подход: 1-2 раза наплавка, затем – замена.
3. Каковы основные признаки проблем с подшипниками роликов?
Постепенное или резкое повышение температуры (более 10°С выше нормы), усиление низкочастотного гула или вибрации в конкретном валке, появление металлической стружки в масле при его анализе.
4. Можно ли выполнить ремонт ВВМ силами собственного цеха?
Частично да: замену уплотнений, износостойких пластин, сепараторных лопаток. Однако ключевые операции – демонтаж/монтаж тяжелых узлов (стол, валки), наплавка, ремонт редуктора, лазерная центровка – требуют специального оборудования, инструментов и высокой квалификации. Их часто поручают сервисным инжиниринговым компаниям или производителю оборудования.